Injection molding is one of those technologies that is so central to our everyday lives that we hardly notice it. We are surrounded all the time by objects created through this process. Almost everything made from plastic (which is almost everything) is made with injection molding. As a product designer, it’s important to understand this process! So let’s get to it.
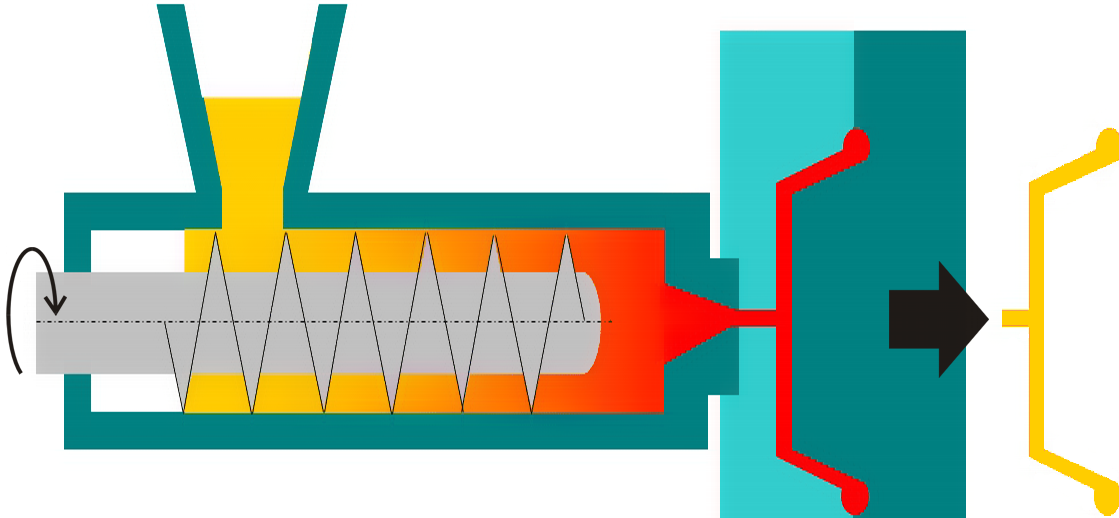
It a process used for manufacturing a wide variety of items from small components to large ones. It uses a granular plastic that is gravity fed from a hopper, forced into a heated chamber by a screw-type plunger, melted, and then pressed against the mold. It then cools and is removed as a solid part. Rapid injection molding uses aluminum molds that are quick to make, while large-scale production typically uses steel molds.
Injection fabrication makes it possible to produce parts in large volumes. This is why it is typically used in mass-production processes, where thousands or even millions of parts are needed. The biggest drawback, really, is that the tooling time and costs required to set up for the molding process make the technique inappropriate for small batch production runs (luckily we have 3D printing for that now).
The injection molding process cycle follows 4 stages and typically takes between two seconds and two minutes per part
This is the part where two halves of the molds are securely closed by the clamping unit. Hydraulic power is used to keep the clamping unit in place while the specific material is injected (typically a thermoplastic).
At this stage, raw plastic material or pellets are fed into the injection molding machine, pushed into the injection unit, melted and then injected into the mold.
Cooling allows the molten plastic to solidify and take the shape of the mold. There are specific cooling times for different parts and components, depending on the maximum wall thickness of the part and the thermodynamic properties of the plastic material
An ejection system is used to push the molded part out of the clamping unit. A mold release agent may be sprayed onto the surface of the mold cavity before injection to facilitate easy ejection and prevent damage to the new part.
What are the benefits of injection molding?
In injection molded manufacturing, the price per unit is extremely low. The most significant costs are the setup costs. As more parts are produced, the price tends to drop drastically. Once the initial costs of fabrication have been paid, the profit margin can be quite wide. This makes financial sense in the business front, so long as there is a demand to satisfy the production.
Unlike traditional manufacturing processes, where a substantial percentage of an original block or sheet is cut away during production, injection molding cuts with accuracy and waste plastic usually come from overflow material that leaks out of the cavity. It can also come from runners, sprue, and gate locations.
As a process used in high-volume production, injection molding is ideal for producing practically identical parts. Each part produced is going to be the same as the first one, which is important for consistency and reliability.
Of course, injection molding is not perfect. But its benefits often outweigh the disadvantages.
A major challenge in injection molding is designing a mold. The main focus is usually on the finished products, but no part would be made without the mold from which it is formed. The design aspect of a component is often overlooked, but it is the most important.
There are many factors to consider for injection molding, but the part design and tool design are two of the most important.Getting them right could mean lower entry cost, high production quality, shorter cycle time, and quick assembly. Getting them wrong, on the other hand, can be very costly indeed.
The thinner it is the easier the injection molding process. Parts with thin wall thickness cool faster, weigh less and use less plastic per part. This means shorter cycle times, resulting in more parts produced per hour and lower production cost.
On average, injection molded parts should have a wall thickness that ranges from 0.08″ (2mm) to 0.16″ (4mm), but thin wall injection molding can go as thin as 0.02″ (0.5mm). But wall thickness also depends on the material used. The recommended wall thickness of an ABS resin, for example, is between 0.045 and 0.140 inches, Acrylic is at 0.025 –0.150, Liquid crystal polymer at 0.030 -0.120, Nylon at 0.030–0.115, Polycarbonate at 0.040 – 0.150, Polyester at 0.025 –0.125 and Polypropylene at 0.025– 0.150.
Wall thickness must be consistent to reduce if not eliminate warping. If consistency is hard to achieve due to design limitations, the change in thickness should be done gradually. The use of a coring method will help eliminate such problems, while adding gussets will reduce warping.
Instead of increasing the thickness of the wall, ribs are often used to increase the bending stiffness of a part, which is a result of an increase in the moment of inertia.
When adding ribs, follow the recommendations below.
Thickness of no more than 60% the nominal thickness
Height of lower than three times the wall thickness
A draft angle of at least 0.25°
Also, its orientation must be perpendicular to the axis where bending may occur, and the corners at the point of attachment must be rounded.
Sharp corners in your design will cause molded-in stress from the resin flow. A stress riser may also form during application. But round corners do the opposite, reducing stress concentrations and fracture. For effective injection molding, the inner radius should be, at least, similar to the thickness of the walls.
When molded parts are hard to eject, drag marks or ejector punch marks can occur. To facilitate faster ejection, a draft angle of 1°- 2° should be applied to all walls parallel to the parting direction of the clamping unit. In case design considerations do not allow draft angles, the use of a side action mold may be required.
Bosses are where fasteners, such as screws, are attached or threaded inserts are accepted. They basically facilitate registration of mating parts. Good bosses should not have thick sections that will result in sink and voids in injection molded parts.
The specifications below should be observed.
Bosses’ wall thickness should be no more than 60% of the thickness of the main wall.
The base radius should be at least 25% of the thickness of the main wall
They should be supported or strengthened by ribs connecting to adjacent walls or gussets placed at the base
Ribs should be used to isolate bosses placed near a corner
It is possible to incorporate textures and lettering to a part, whether as an aesthetic addition or for branding purposes. Texturing is also an effective way to hide surface defects and other imperfections on a molded part. Like anything involved in designing for moldability, there are guidelines to textures and lettering as well.
The extra draft must be added to textures and letters with a limited depth. This will facilitate part removal without dragging or leaving marks. Generally, texture must have a depth of 1.5° min. per 0.025mm (0.001 inch) in addition to the normal draft.
But the figures could change, depending on the part being manufactured. Laptop computers, for example, have a texture depth of 0.025 mm (0.001 inches), which requires a recommended draft of 1.5°. Leather with a depth of 0.125 mm/0.005 inches, on the other hand, requires a 7.5° draft minimum.
Lettering requires that you choose a font with the smallest feature, such as Sans Serif. Serif fonts that are at least 0.020 inches thick are acceptable.
Century Gothic 26 and Comic Sans MS 24 point both create millable text.
Text should be raised above the part, instead of cut into the part.
To improve ejection and reduce milling costs, small texts must have a depth of between 0.010 and 0.015 inches.
These are a piece of the design that blocks the mold keeps it from sliding away along the parting direction. It is either external (protrusion) or internal (depression). Unless absolutely necessary, external and internal undercuts must be minimized. If needed, a feature should be redesigned. Otherwise, tooling costs will increase because external undercuts require side cores, while internal undercuts require internal core lifters.
These plastic parts provide a place where fasteners, such as screws, can be placed and replaced many times over, allowing for longer cycles of assembly and disassembly. This is especially true with inserts made of brass. Insertions are usually installed in injection molding parts using ultrasonic insertion, thermal insertion, or molded-in.
Whichever is the case, it is important that external threads are perpendicular to the parting direction, because, when set parallel, it will require an unscrewing device that will add to the tooling cost.
Given the many design considerations for injection molding, it takes special skills, training, and knowledge to implement all of them and get the part right. This is something only experts are capable of, and you will find plenty of them through Cad Crowd.
As a source of experienced engineers and product designers, we can provide you with an individual or a team of professionals who can help you develop injection molded parts from scratch. We will match you with pre-vetted and highly qualified design professionals.
We also offer contract manufacturing services. We’ll connect you with leading U.S-based manufacturers that will get you all set up when you’re ready to start production.
Get a free quote today, and tell us about your project!
As the world is getting busier day by day, companies and individuals looking to innovate,…
In today's fast-paced and more digital world, businesses are always looking for innovative approaches to…
Outsourcing 3D modeling design services is at the center of an evolving and technology-driven architectural…
Picture this: you walk into a house, and the living room is warm the second…
It begins with a dream. A hillside retreat overlooking the horizon. A minimalist gem that…
You're looking at a stunning architectural rendering — sharp shadows, well-balanced light, golden hour perfection.…





